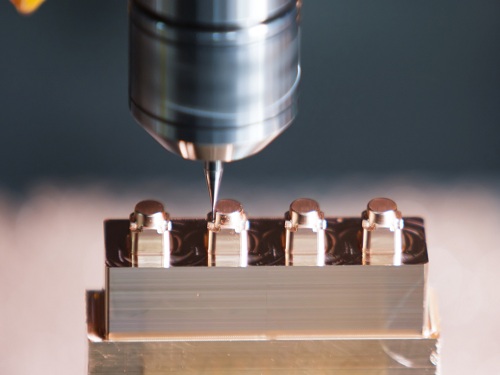
精密铣床加工核心是微米级精度(±0.001~±0.01mm)、高刚性设备、多轴联动、严控工艺与检测,用于平面 / 槽 / 孔 / 曲面等精密结构,是精密制造的基础工艺。下面,小编讲一下使用
精密铣床加工的优缺点:
一、主要优点
加工精度高、形位公差好
尺寸精度可达 **±0.001~±0.01mm**,平面度、垂直度、平行度易保证,表面光洁度优,满足精密模具、自动化治具、电子等高要求零件。
加工范围极广
可做平面、台阶、槽、孔、型腔、斜面、复杂曲面、异形轮廓;配合多轴可完成多角度、复杂结构,非回转类零件首选。
装夹灵活、通用性强
搭配平口钳、分度头、专用工装、真空吸盘,能加工板材、棒料、异形件;换产便捷,小批量、多品种适配性强。
自动化程度高、人为误差小
多为 CNC 数控精密铣,程序固化后重复加工一致性好,批量产品品质稳定。
切削稳定性强
机床刚性足、主轴跳动小、导轨丝杠精度高,精加工不易震刀,适合长时间连续精密切削。
二、主要缺点
设备投入与使用成本高
精密 CNC 铣床、恒温车间、检测设备(三坐标、千分表)价格贵;机床维护、定期校准、耗材成本高于普通加工设备。
加工效率偏低(对比粗加工 / 冲压 / 压铸)
为保证精度,精加工切削量小、转速进给受限,单件工时更长;大批量简单标准件,不如冲压、型材裁切高效。
对环境、人员要求严苛
需恒温、减振、低粉尘车间;操作人员要懂编程、对刀、公差把控、设备保养,技术门槛高。
不适合大型厚重粗加工
大余量开粗会产生切削力、振动、热变形,易破坏机床精度;大件、粗坯优先用普通铣床 / 龙门铣开粗,再转精密铣精加工。
细长、薄壁件易变形
薄壁、细长类工件受切削力、装夹力影响,易出现变形、尺寸漂移,工艺和装夹难度大幅上升。
回转类零件不占优势
轴类、套筒等旋转零件,加工效率和精度不如精密车床。





